╠š┤╔┼„┴Ž│╔ą═
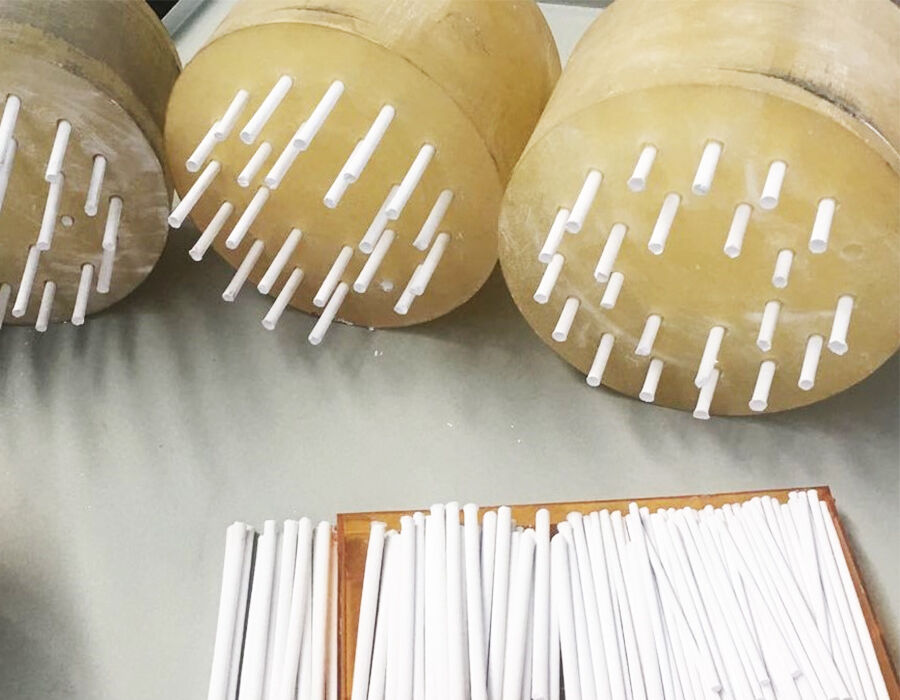
╬ęéāĖ∙ō■─·«aŲĘĄ─ąĶŪ¾Ż¼┐╔ęį▓╔ė├ČÓĘN│╔ą═ĘĮ╩ĮŻ¼▒╚╚ńĄ╚ņoē║Ż¼Ė╔ē║Ż¼Ė▀ē║ūó╔õĪŻ
Ą╚ņoē║│╔ą═Ģrį┌┼„┴ŽĄ─═Ōą╬ą╬│╔Ė„éĆĘĮŽ“ŽÓ═¼Ą─ē║┴”Ż¼─ŻŠ▀ĮYśŗŽÓī”║åå╬Ż¼│╔ą═║¾Ą─├½┼„ą╬ĀŅę▓ŽÓī”║åå╬Ż╗Ė╔ē║│╔ą═▓╔ė├╠žČ©Ą──ŻŠ▀Ż¼═©▀^─ŻŠ▀Ą─Š½┤_įOėŗŻ¼┐╔ęį│╔ą═ŽÓī”Å═ļsĄ─├½┼„═Ōą╬ĪŻ
╔Ž╩÷│╔ą═ĘĮĘ©┐╔ųŲ┼„┴Žė├ė┌║¾└m╝ė╣żŻ¼┼„┴Ž│╔ą═║¾ėąČÓĘN╝ė╣żĘĮ╩ĮĪŻ
╠š┤╔Ė▀ē║ūó╔õ│╔ą═┼cŲõ╦¹▓─┴Žūó╦▄╣ż╦ćŅÉ╦ŲŻ¼ČÓė├ė┌Å═ļs╗“┤¾╚▌┴┐▓┐╝■ĪŻūó╦▄─ŻŠ▀│╔▒Š║▄Ė▀Ż¼Ą½┤¾ęÄ─Ż╔·«aĘųöé│╔▒Š║¾Ż¼å╬éĆ┴Ń╝■ųŲįņ│╔▒Š╗“’@ų°ĮĄĄ═ĪŻ
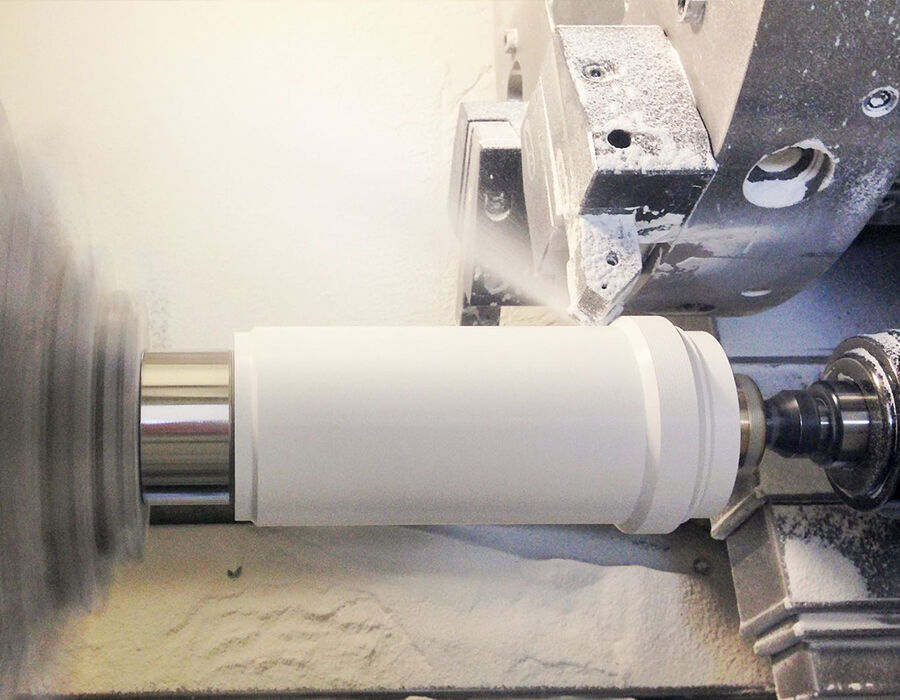
╠š┤╔╔·┼„╝ė╣ż
╬┤¤²ųŲĀŅæBŽ┬Ą─╠š┤╔╝ė╣żĘQ×ķ╔·┼„╝ė╣żĪŻ╠š┤╔¤²ĮYŪ░╔·┼„ÖC╝ė╣ż─▄▌^┤¾Ž▐Č╚Ąž£p╔┘čą─ź╠Ē╝ėŻ¼╩Ūę╗ĘNĮøØ·Ą─╣ż╦ćĪŻ¤²ĮY║¾╠š┤╔ĘŪ│Żłįė▓Ż¼╝ė╣ż│╔▒ŠĖ▀ĪóļyČ╚┤¾Ūę║─ĢrŻ¼╦∙ęį╠š┤╔┴Ń╝■į┌ūŅĮK¤²ĮYŪ░▀Mąą╔·┼„╝ė╣żĖ³Ė▀ą¦ĪŻ
Ķbė┌┤╦Ż¼æ¬▒M┴┐▓╔ė├╔·┼„╝ė╣żĪŻ╬ęÅS╝ė╣żųąą─┼cś╦£╩ÖCąĄ▄ćķgŽÓ╦ŲŻ¼ėąCNCŃŖ┤▓ĪóCNC▄ć┤▓Ń@┐ūįOéõŪąöÓõÅĪóŲĮ├µ─ź┤▓Īóą²▐D─ź┤▓Ż¼ęį╝░įSČÓČ©ųŲĄ─ÖCŲ„ĪŻĄ½ę“╠š┤╔ė▓Č╚śOĖ▀Ż¼ąĶė├ė▓┘|║ŽĮĪóPCD╣żŠ▀║═╔░▌åŻ¼╔§ų┴ūįųŲ╠š┤╔╣żŠ▀ĪŻ
╔·┼„╝ė╣ż═Ļ│╔Ż¼┴Ń╝■╝┤┐╔▀M╚ļ¤²ųŲ┴„│╠ĪŻ
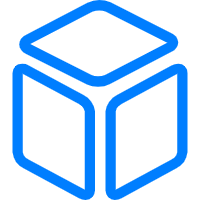
╠š┤╔¤²ĮY
×ķ╩╣╠š┤╔łįė▓Ūęų┬├▄Ż¼ąĶį┌╚╝ÜŌ╗“ļŖĖGųąķLĢrķgĖ▀£žĪ░¤²ĮYĪ▒ĪŻč§╗»õXĪó─¬üĒ╩»Īóč§╗»õåĄ╚Ąõą═¤²ųŲ£žČ╚▀_ 1600 - 1700 ĪµŻ¼¤²ųŲų▄Ų┌×ķ 12 - 120 ąĪĢrŻ¼ę“ĖGĀt┼c«aŲĘČ°«ÉĪŻ
╠š┤╔į┌¤²ĮY▀^│╠ųą╝s╩š┐s 20%Ż¼ē║ųŲ▀^│╠ųąĄ─ē║┴”║═╝ė╣ż╣ż╦ćĄ─ūā╗»Č╝Ģ■ī¦ų┬╠š┤╔╩š┐sĄ─▓╗Š∙ä“Č°«a╔·ūāą╬ĪŻ╬ęéāæ{ĮĶīŻśIĮø“×║═ų¬ūRŻ¼▓╔ė├╠žČ©╝ė╣ż┼c¤²ųŲĘĮĘ©£p╔┘ė░ĒæĪŻ
¤²ųŲ═Ļ│╔║¾Ż¼╠š┤╔═©│Ż▀ĆąĶÄūĄ└Ņ~═Ō╝ė╣ż╣żą“ĪŻ
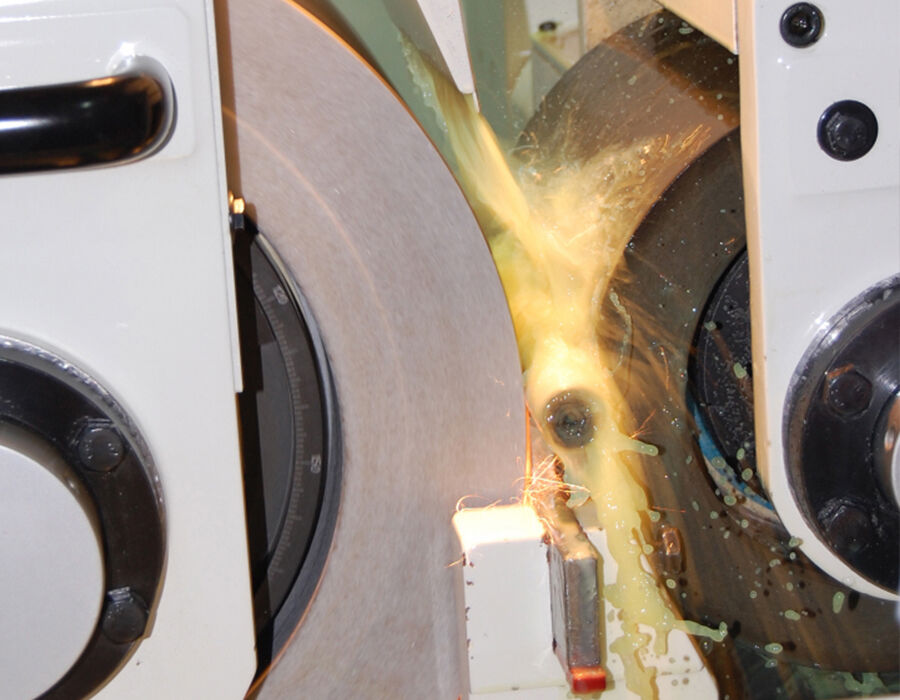
╠š┤╔Š½├▄╝ė╣ż
Įäé╩»─źŠ▀╝ė╣ż╩Ū┤_▒Ż«aŲĘĘ¹║ŽłD╝łę¬Ū¾Ą─ĻPµIŻ¼ę▓╩Ū╬ęéāĄ─╝╝ągīŻķLĪŻčą─ź║¾░lžøŪ░Ą─┘|┴┐Öz▓ķ┼cŪÕØŹ╩Ū╬ęéāĄ─│ŻęÄ┴„│╠ĪŻ
¤²ĮY╠š┤╔╝ė╣żČÓ▓╔ė├ÖCąĄ─źŽ„Ż¼─źŽ„▓┘ū„░³└©ą²▐D╔░▌å┼c╣ż╝■Įėė|╚ź│²▓─┴ŽŻ¼─źŽ„ģ^ė╔└õģsę║│ų└mø_Ž┤Ż¼└õģsę║─▄ØÖ╗¼▓óĦū▀─źŽ„ųą«a╔·Ą─╦ķą╝ĪŻ
ę¬▀_ĄĮć└Ė±╣½▓Ņ║═└ĒŽļ╣ŌØŹČ╚Ż¼Įäé╩»─źŽ„▓╗┐╔╗“╚▒ĪŻę“╠š┤╔ė▓Č╚Ė▀Ż¼┤╦ļAČ╬ų╗─▄ė├Įäé╩»╣żŠ▀Ż¼╝ė╣ż│╔▒Š║▄Ė▀ĪŻś╦£╩ÖC╝ė╣ż▄ćķgįOéõĮøĖ─įņę▓┐╔ä┘╚╬Ż¼╚ń┼õéõÕāĮäé╩»╔░▌åĪóŃ@Ņ^║═Ė„ĘN╣żŠ▀Ż¼┤ŅĮ©└õģsę║į┘裣h┼c▀^×VŽĄĮyŻ¼▒ŻšŽ╝ė╣żĘĆČ©Ė▀ą¦ĪŻ